
Controlled Micro Integration of Through Thickness Polymeric Yarns
Host Institution: Ulster University
Start Date: 1st April, 2019
Duration: 6 months
Lead Investigator: Edward Archer
Co-Investigators: Alistair McIlhagger, Calvin Ralph, Dorian Dixon
Aims
The performance of conventional laminated composites is frequently limited by their poor through thickness mechanical performance. A number of approaches exist to address this but have been limited by material properties of the through thickness fibre, the high levels of yarn flexibility and survivability required, and the need for robust stitching needles resulting in significant levels of fabric damage [1-4]. Also, several methods have caused undesirable defects such as resin pockets, localised fabric compression, breakage of in-plane fibres and tufting loops created within the cured composite [5-7]. With tufting for example, the necessity to use a substrate to grip the yarn, lack of accurate control and irregular stitching results in low throughput [6]. Z-pinning [8,9] has proven most useful for prepreg but the necessity of having relatively large pins causes disruption [10]. Many of these methods lack control and the resultant fibre preform is stiff and not conducive to complex shapes. The use of 3D woven fabrics is costly and can produce composites with lower in-plane Vf.
Research at Ulster University has focussed on the design and development of through thickness reinforcements (generally 3D woven – recently through EU (ICONIC, MARINCOMP), DSTL, MCM ITTP, NIAECC etc.). A recent project (EPSRC grant EP/L02697X/1) developed tailored through-thickness fibre reinforced extruded/drawn thermoplastic monofilament yarns which were stitched/ tufted into preforms; this work showed improved properties in open-hole tension and toughness [11,12]. This insight has determined however, that in order to achieve high rate deposition and rapid processing, there is a critical need to develop technology which can overcome the drawbacks associated with conventional stitching; therefore, a one sided micro extrusion unit to inject a molten, homogeneous, through thickness reinforcement into dry fibre preforms using a series of sub 500µm hypodermic needles is proposed. A micro extruder will feed an array of needles which will inject the molten thermoplastic reinforcement at regular intervals into the room temperature fabric as the head’s needles penetrate the fabric, and inject a fibre of molten thermoplastic whilst the needles are being withdrawn. It is proposed that the molten thermoplastic will solidify rapidly due to its large surface area. Rather than the discrete ‘crack stopping’ effect that stitching or weaving provides, where the pitch of the through thickness reinforcement is generally between 3 and 10 stitches/cm2 , the proposed array will have up to 50 reinforcements/cm2 with a very fine polymer yarn at the sub 400µm diameter. In this work high temperature thermoplastics, polysulfone and polyether sulfone, which possess a glass transition point of >200⁰C will be used [13]. The localised through thickness reinforcement will consolidate the dry fabric, improve fabric handling, maintain drape characteristics and improve stability for subsequent infusion. Using an array of fine needles will limit fabric disruption and damage to the preform whilst providing the desired through thickness reinforcement. The approach will be scaled up in subsequent studies and fully automated by using large arrays of needles.
The overall objective of this project is to research the underlying polymer material properties to develop a novel micro injection array system for the direct placement of through thickness polymeric yarns within dry fibre preforms; this will overcome several manufacturing related challenges to improve quality, reduce cost and increase rate. The project will develop a laboratory scale micro extrusion injection system and an understanding of the principles required to ensure that the specified polymer is “dosed” into the dry fibre preform throughout its thickness accurately and uniformly. The subsequent dry fibre material will be analysed to determine resultant damage effects and composite performance, and will be benchmarked against other methodologies through literature. To achieve this goal, much research is required regarding the rheology of the molten high temperature yarns, the visco-elastic response during the yarn formation process, and the effect of parameters such as cooling rate (crystallisation if semi-crystalline thermoplastics are investigated). This work helps to address the two over-arching Grand Challenges and could provide a ten-fold increase in rate compared to tufting or stitching; it is especially aligned with the priority area of high rate deposition and rapid processing technologies.
- A statement of the novelty of the proposed research:
From extensive literature reviews it is clear that there is a necessity to develop a technology that allows for a more refined, robust and higher rate through thickness reinforcement method while maintaining the potential to be fully automated. Our patent search has shown that no such method has been applied to composite materials and the only patent that is available on this type of technology is an electrically heated endodontic syringe for injection of thermoplastic into a root canal – manually operated which traditional ‘plunger’ [14]. The results from this work will be patented during the course of the project.
- Project Methodology – a timing and resource allocation plan:
WP1: Developing Micro extrusion unit with needle array block (3 months)
This involves developing a system for placing controlled through thickness thermoplastic reinforcement in dry fabric layups.
-Define representative dry fibre preform type/thickness and optimum needle.
-Develop injection/needle array block – heating block (to maintain temp of extrudate) generate CAD/electronics and manufacture (Ulster).
-Array of sub 500µm (initially 3 x 3) hypodermic needles will be manufactured within Nano fabrication labs in the Nanotechnology and Integrated BioEngineering Centre.
-Attachment of mini extruder to injection/needle array block.
-System run without polymer to confirm correct temperatures and initial visible analysis of preform to determine damage caused by needles and appropriate needle spacing.
-X-Y table configuration for dry fibre layup and attach micro extruder and needle array (based on modified 3D printer frame). To demonstrate the base plate and array position control system (~10um resolution).
WP2 Material Analysis (1.5 months)
-Polymer selection and characterisation – this will be aligned with WP1 and the developed system.
-Determine optimum extrusion and needle conditions for two selected polymers. Assessment for melt viscosity and melt strength using parallel plate and capillary rheometer.
-Trial micro system with polymer material ensuring effective transfer and cleansing of overall system (polymer fed through and resultant polymer measured from needles deposited on metallic plate) – thermal analysis and initial fibre test performed.
WP3: Dry Preform Through Thickness Trails (2 months)
-Representative carbon fibre preforms with different types and quantity of z direction thermoplastic micro yarns will be produced using supplied carbon fibre. (8 layers)
-Test panels will be manufactured with a range of reinforcement patterns
-Fabric analysis performed to determine accuracy and repeatability of through thickness polymeric yarn, requirement for a bead or polymer to be placed at top and bottom of preform, stability of the resultant preform (Axis Composites), dissection and microscopic analysis of areas of polymeric fibre.
WP4: Composite infusion and testing: (1.5 months)
-Iterations of preform (uniaxial and 0/90) will be manufactured to composite via RTM process (CCP Gransden) – aerospace resin – sample preparation via waterjet cutting.
-Composite analysis to identify any changes in stability, consolidation and microscopy (polymer/epoxy interface), creation of voidage, etc. NDT at Eire Composites.
-Range of tests including Vf, through thickness tension (cruciform) test performed and in-plane performance determined, open hole tension, mode 1 fracture toughness.
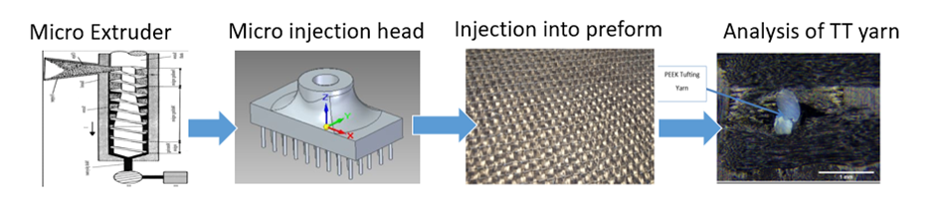
Figure 1. A proposed plan of work